3.4. Поршни и шатуны
3.4.1. Выпрессовка поршневого пальца 3.4.2. Очистка от нагара 3.4.3. Подбор поршня к цилиндру 3.4.4. Проверка зазора между поршнем и пальцем 4.4.5. Проверка зазоров между поршневыми канавками и кольцами 4.4.6. Проверка зазора между вкладышами и коленчатым валом 3.4.7. Сборка шатунно-поршневой группы 4.4.8. Проверка запрессовки пальца 3.4.9. Проверка параллельности осей нижней головки шатуна и поршневого кольца 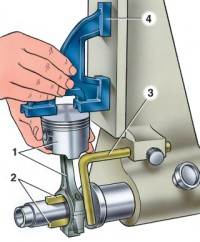
Рис. 3–34. Проверка параллельности осей поршневого пальца и нижней головки шатуна: 1 — собранный комплект шатун–палец–поршень; 2 — выдвижные ножи; 3 — упор; 4 — калибр
Перед установкой собранной шатунно-поршневой группы на двигатель проверьте параллельность осей группы специальным прибором (рис. 3–34).
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4. Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости от того, чем он касается плиты — углом или верхним концом).
Зазор не должен превышать 0,4 мм. Если зазор больше, замените шатун.
| 













